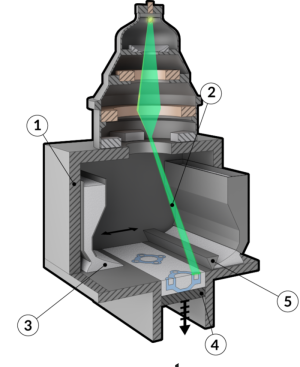
ذوب پرتو الکترونی (EBM) یک فرآیند تولید سه بعدی است که در آن یک فلز پودری توسط پرتوی پر انرژی از الکترون ها ذوب می شود. یک پرتو الکترونی جریانی از الکترونها را تولید میکند که توسط یک میدان مغناطیسی هدایت میشوند و لایهای روی لایه فلز پودری ذوب میشوند تا جسمی مطابق با مشخصات دقیق تعریفشده توسط یک مدل CAD ایجاد کنند. تولید در یک محفظه خلاء انجام می شود تا از اکسیداسیونی که می تواند مواد بسیار واکنش پذیر را به خطر بیندازد محافظت کند. ذوب پرتو الکترونی شبیه ذوب لیزری انتخابی (SLM) است، زیرا هر دو از پودری از بستر پودر چاپگر سه بعدی چاپ میکنند، اما EBM به جای لیزر از پرتو الکترونی استفاده میکند.
پروسه ی تکنولوژی ذوب پرتو الکترونی (EBM)
همه چیز با مدل سازی سه بعدی قطعه ی مورد نظر شروع می شود. می توان آن را با استفاده از نرم افزار CAD مدل سازی کرد، با اسکن سه بعدی بدست آورد یا مدل مد نظر را دانلود کرد. سپس مدل سه بعدی به یک نرم افزار برش، که اسلایسر نیز نامیده می شود، فرستاده می شود. سپس برش دهنده تمام این داده ها را مستقیماً به پرینتر سه بعدی ارسال می کند. پودر فلزی در مخزن داخل دستگاه بارگیری می شود. در لایه های نازکی دیپوز می شود و قبل از جوش خوردن توسط پرتو الکترون گرم می شوند. سپس دستگاه این مراحل را تا آنجا که لازم است برای بدست آوردن کل قطعه تکرار می کند. پس از اتمام پروسه ی پرینت، اپراتور قطعه را از دستگاه خارج می کند و پودرهای ذوب نشده را با تفنگ باد یا قلم مو از مدل جدا می کند. مراحل پس از تولید می تواند شامل ماشینکاری سطوحی که با قطعات دیگر در تماس هستند، پرداخت و غیره باشد. در برخی موارد، ممکن است لازم باشد قطعه را در کوره به مدت چند ساعت گرم کرد تا فشارهای ناشی از پروسه ی تولید آزاد شوند. قابل ذکر است که برای انجام فرآیند EBM به شکل صحیح، کلیه مراحل باید در خلا انجام شود. این موضوع همچنین از اکسید شدن پودر هنگام گرم شدن جلوگیری می کند. در پایان مرحله ی تولید، بخش زیادی از پودر ذوب نشده تقریباً به طور مستقیم دوباره قابل استفاده است.
متریال ها و کاربرد
از آنجا که این پروسه بر مبنای قانون بارهای الکتریکی است، متریال مورد استفاده باید رسانا باشند. در غیر این صورت، هیچ تعاملی بین پرتو الکترون و پودر صورت نخواهد گرفت. بنابراین از نظر تکنیکی، ساخت قطعات پلیمری یا سرامیکی به روش EBM غیرممکن است و تنها می توان از متریال های فلزی استفاده کرد. امروزه اغلب از آلیاژهای تیتانیوم و کروم-کبالت استفاده می شو زیرا که Arcam ( از تولیدکنندگان چاپگرهای سه بعدی ذوب پرتو الکترونی فلز) طیف متریال های سازگار را محدود کرده است. در واقع، برای استفاده یا آزمایش متریال های دیگر، کاربران باید دوره های آموزشی را پشت سر بگذارند و مجوز استفاده از دستگاه را دریافت کنند.
تکنولوژی EBM اغلب در صنایع هوانوردی و پزشکی، به ویژه در طراحی ایمپلنت مورد استفاده قرار می گیرد. آلیاژهای تیتانیوم به دلیل خواص سازگاری زیستی و خواص مکانیکی شان بسیار جالب توجه هستند و می توانند سبکی و استحکام را ارائه دهند. این تکنولوژی به طور گسترده ای برای طراحی پره های توربین یا قطعات موتور استفاده می شود. تکنولوژی EBM سریعتر از تکنولوژی LPBF است؛ اما دقت آن و متعاقبا کیفیت نهایی آن پایین تر است زیرا که پودر دانه ای تر است.

- ذوب پرتو الکترونی برای هوافضا
- ذوب پرتو الکترونی برای صنایع برق، مکانیک، پتروشیمی


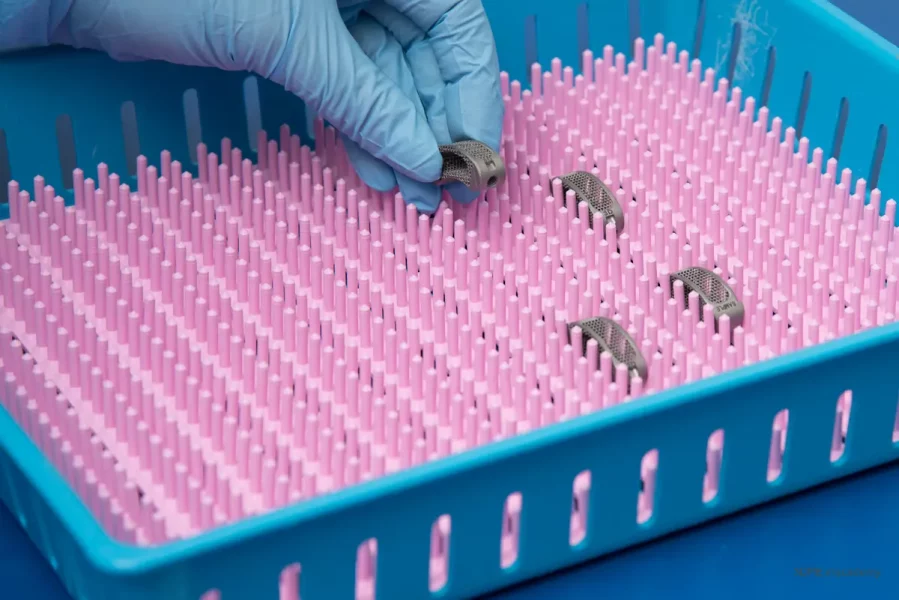
علاوه بر کاپهای استابولوم، سایر ایمپلنتهای ارتوپدی بزرگ مانند اجزای زانو فمور، سینیهای تیبیا، مفاصل زانو و قفسهای نخاعی در دستگاههای EBM ساخته میشوند. برای مثال، 4WEB Medical مجموعهای از ایمپلنتهای خرپایی نخاعی را تولید میکند که بر اساس ادغامهای چندگانه طراحی شدهاند .
لیست تولیدکنندگان چاپگرهای سه بعدی ذوب پرتو الکترونی فلز
-
شرکت جنرال الکتریک (Arcam / GE Additive)
-
شرکت JEOL
-
شرکت Wayland Additive
-
شرکت Freemelt
-
برند QBeam
-
کمپانی Xi’an Sailong Metal
- ماشین Pro-beamEBM 3D Printer
-
کمپانی میتسوبیشی الکتریک (TADA)
آینده فناوری ذوب پرتو الکترونی فلزات روشن است. مطمئناً چشم انداز هیجان انگیزی برای پرینت سه بعدی EBM در پیش است که از علاقه فعلی بازار تولید مواد افزودنی بعنوان یک کل سود می برد و شرکتهای پیشرو با دانش عمیق فناوری پرتو الکترونی وارد این حوزه می شوند. با این حال، از آنجاییکه معمولا نوآوریهای تکنولوژیکی از تحقق تمام وعدههای خود در محیط دنیای واقعی کوتاهی میکنند، تنها زمان نشان میدهد که آیا EBM خود را بعنوان یک فرآیند تولید غالب در آینده قرار خواهد داد یا خیر.
:Reference
https://www.3dpe.ir/what-is-electron-beam-melting-3d-printer/